Как создается машина с нуля: Описание всего процесса

Всем нам известно, что автомобили являются техническими сложными устройствами а также, что они производятся на крупных автопромышленных предприятиях. Но мало кто из нас знает, как происходит весь этот процесс начиная от самого начала создания новой модели и заканчивая выходом ее к потребителю. Ведь прежде чем отправиться в серийный выпуск на конвейер, автомобиль необходимо разработать, спроектировать нужный прототип и потом уже провести инженерные испытания и так далее. На самом деле весь процесс создания нового автомобиля по уровню технической сложности почти-что сравним с той разработкой космической «одиссеи на Марс». Уважаемые читатели, предлагаем вам ознакомиться (если это интересно) и проследить вместе с нами за полным процессом создания автомобиля, начиная прямо с самого начального пути. Этот как-бы гид был составлен анонимным зарубежным источником, который в настоящее время работает в одной из известных автомобильных компаний. Мы со своей стороны сгруппировали и разделили весь происходящий процесс на пять основных категорий.
Обратите ваше внимание, что весь процесс создания новой модели с нуля и до поступления этой новинки в автосалон в среднем занимает около 72-х месяцев. Какие-то автокомпании умеют делать это быстрее, а какие-то чуть медленнее. Все зависит от сложности разработки и наличия больших инвестиций вложенных в проектирование и в создание нового автомобиля. И еще, обратите внимание на следующее, наш анонимный гид раскрывает для всех нас (вас) определенные секреты завода производителя рассказывая о том, что на самом деле происходит внутри компании при создании и разработке новой модели автомобиля, а не говорит о том обновлении существующего как-бы уже автомобиля (рестайлинге) о котором обычно пишут и рассказывают господа журналисты. И так, приступим к изучению.
1). Подготовка к проектированию новой модели авто
Срок работ: от 0 — до 72 месяцев.

- Исследование внутреннего рынка а также и зарубежных рынков, для определения роли данного продукта и его компонентов в глобальном портфеле компании. Также, определение и разделение этого продукта от аналогичных моделей бренда которые продаются на мировом рынке.
- Определение главных особенностей новой модели, ее преимущества и потенциальные продажи на зарубежных рынках.
- Определение конкурентов и естественно целевых клиентов. Установка ограничения веса автомобиля; планирование экономии топлива и планирование объема производства.
- Аналитическая оценка нового проекта.
- Определение силовых агрегатов, которые будут устанавливаться на новую модель.
- Бюджет проекта, финансирование, ценообразование, инвестиционные идеи.
- Инженерный компьютерный анализ.
- Определение списка поставщиков компонентов.
2). Дизайн модели
Срок работ: от 0 — до 72 месяцев (после исследования рынка).

- Интерьер-эскизы, выбор дизайнерских тем, модели сборки, сбор информации об отзывах на дизайн.
- Разработка внешнего дизайна.
- Внешние цвета кузова, цвета интерьера-салона, выбор материалов отделки интерьера.
- Оценка аэродинамических особенностей кузова.
- Создание концепции для демонстрации на автосалонах.
- Создание испытательного прототипа.
- Инженерные тестирования опытного образца и сбор инженерных отзывов.
3). Инжиниринг
Срок работ: от 0 — до 72 месяцев (одновременно с разработкой дизайна).
Как «строят» гоночные автомобили. Кузов.

Предыдущая часть в которой было введение и описание подхода к выбору автомобиля находится ЗДЕСЬ
Итак мы выбрали класс, марку и модель автомобиля. Нашли подходящего донора, возможно даже купили новый стандартный автомобиль. Время приступать к работе.
1. Разборка.
Из салона автомобиля вынимается все, то есть совсем все, включая проводку, пластик, резинки. Вынимаются и вырезаются все стекла. Снимается внешние навесные детали, такие как двери, крылья, бампера и т.д. Вынимаются все агрегаты, подвеска и т.д. По итогу должен остаться цельный кусок метала кузова и все.

2. Обработка и очистка
Удаляются все теплоизоляционные и шумоизоляционные маты. Всякие дополнительные покрытия призванные защищать от шума и кузов от коррозии.
Этим процессам подвергаются все поверхности включая днище и внутри кузова.
Порой кузов подвергают пескоструйной обработке с помощью специального аппарата, счищаются остатки краски и остается металл.

Как видно из названия обработка с помощью этого аппарата происходит под действием частиц песка подаваемых воздухом с большой скоростью на очищаемую поверхность.
Отпиливают все лишние кронштейны и все что не нужно и разрешено регламентом удалить, какие то детали можно просверлить для облегчения. Это делается для дополнительного облегчения
3. Усиления и каркас
Этот кузов, если это не запрещено техническими требованиями, усиливают в необходимых для конкретной модели частях. Делается это с помощью накладок порой повторяющих форму кузова, но далеко не всегда. Их вваривают и проваривают родные детали.
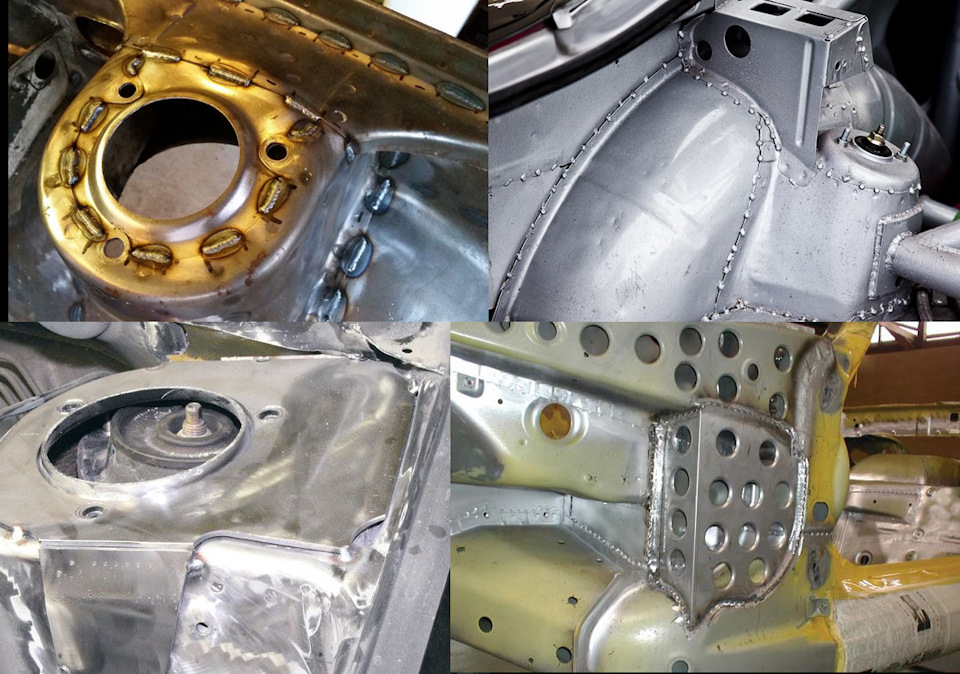
Чаще всего усиливают места крепления подвески и агрегатов. Подобное усиление увеличивает жесткость кузова и нагрузки которые он может воспринять.
Производится подготовка под установку спортивных сидений и ремней безопасности. кронштейны сидения крепится на специальные поперечины. Ремни через рым болты к специальным закладным пластинам. Пластины привариваются к кузову.

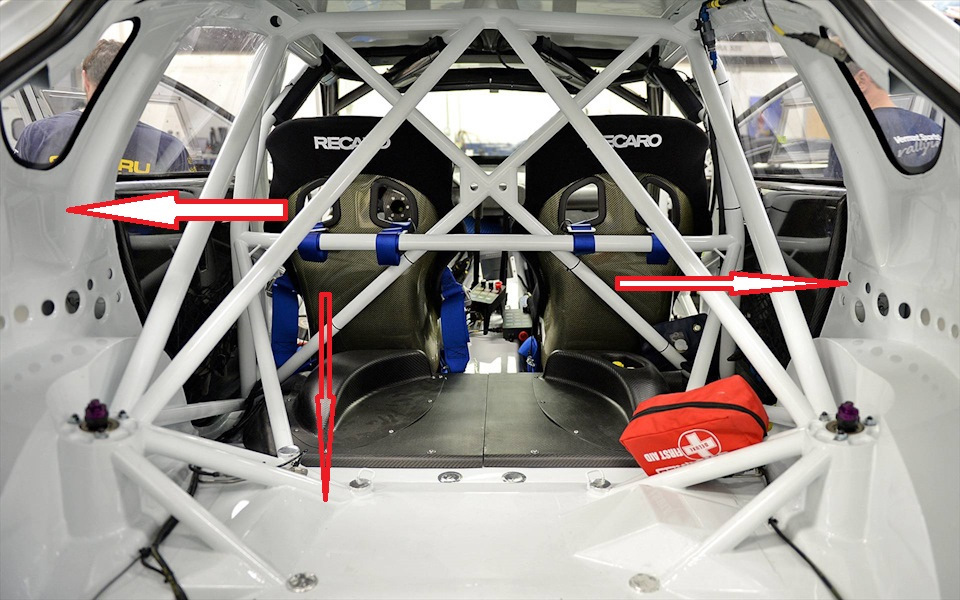
Вваривается каркас безопасности, один из важнейших элементов системы безопасности и главное усиление кузова.
Процесс сборки автомобилей (кузова и шасси). Trim and chassis.

Процесс сборки автомобилей имеет аналогию между всеми автопроизводителями, но могут отличаться последовательностью. Важным аспектом можно выделить наличие автоматизации, т.к. именно на сборке этот показатель имеет самый низкий коэффициент, в пределах 10-15%. Как бы странно это не выглядело, но именно автоматизация специально минимизируется автопроизводителем и в цифрах это выглядит следующим образом: окупаемость автоматического процесса предприятию (оборудование) в денежном эквиваленте достигает 5 лет и более. Это высокий показатель, тогда как оптимальный срок окупаемости должен сохраняться до 3-х лет.
Касательно автоматизации на сборке.
Автоматическая сборка применяется зачастую для вклейки стекол, когда робот наносит клей на стекло и устанавливает на кузов.
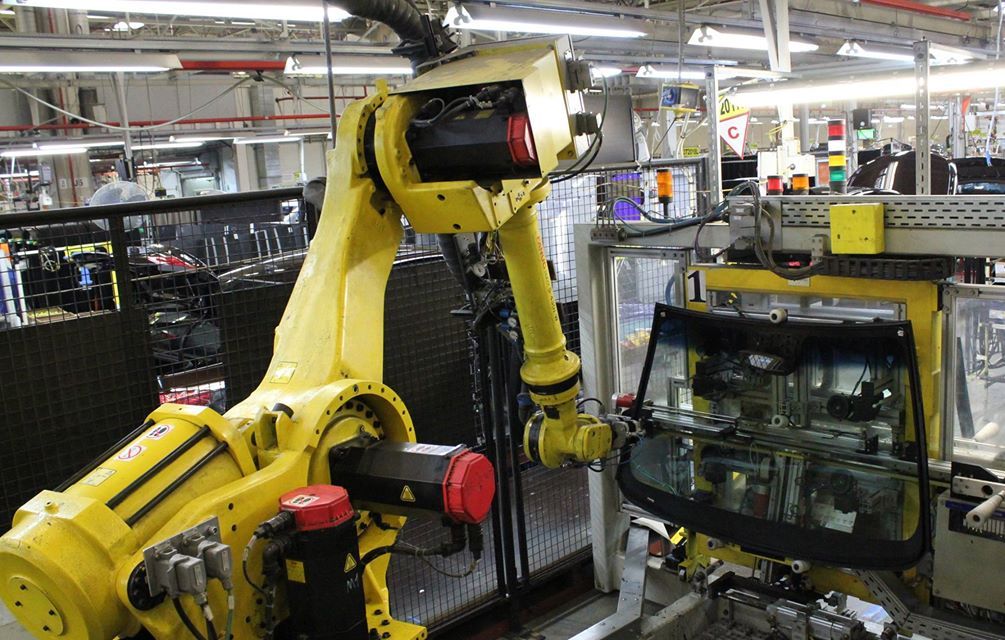
Процесс роботизированной вклейки стекла
Остальные вариации это в основном манипуляторы, они облегчают вес изделия и скорость подачи крупной и тяжелой детали, например, как панель приборов, двигатель, двери, колеса, АКБ.
Передовые европейские заводы усовершенствовали процесс сборки интегрировав в конвейер возможность продольного кручения кузова, допустив 90 градусный поворот собираемого автомобиля. Данная опция позволяет быстро, качественно и с минимальной трудоемкостью для операторов производить сборку со стороны днища автомобиля. Т.к. это дорогое оборудование, в России нет подобных линий.

Оптимизации численности персонала возможна с помощью подачи деталей и комплектующих на конвейер посредством автоматических транспортеров AGV.
AGV – это автоматическая телега которая перемещается в заданной траектории. Траектория создается с помощью специальной ленты на полу, от точки А к точке Б и обратно, т.е. склад-конвейер-склад. Имеет она собственную АКБ батарею, блок управления, программатор, связь по WI-FI.

В СНГ AGV используют на Рено Россия (ранее Автофрамос), GM-AVTOVAZ, Nissan СПБ. Сегодня AGV пользуются популярностью, имеют окупаемость в течение года.
Логист на складе заполняет AGV и подтверждает отправку, далее транспортер приезжает к точке доставки и ожидает дальнейшей команды, сборщик на линии выгружает телегу на своем посту и подтверждает возврат на склад.

Применение AGV в условиях производства
Но, прогресс в сборочном производстве не стоит на месте и вместо автоматизации сборочные производства сконцентрированы на оптимизации процессов, именно этот пункт позволяет минимизировать количество персонала с максимальным экономическим эффектом, при этом улучшить показатели качества автомобиля, о них опишем ниже:
В особенности в этом заинтересованы отечественные автопроизводители и небольшие компании по производству крупных автокомпонентов. Например, российские автопроизводители редко производят замену модельного ряда, в том числе и фейслифт. Причина крайне проста, все сохранившиеся заводы наследия СССР перешли в частные руки с устаревшим и не модифицированным многие годы принципом работы, в свою очередь у владельцев нет свободных средств, как следствие мы слышим из СМИ о выделении государственной поддержки/субсидий.
Иностранные автопроизводители последовательно вели цикл оптимизаций, как один из простых примеров, это завод полного цикла держать в одних руках убыточно, концентрация осуществляется на основные процессы производства автомобиля, а именно Прессовое, Сварочное, Окрасочное, Сборочное.
Все вторичные производственные процессы, как например: производство баков, пластика (бампера, панели проборов и т.п.), сиденья, печки, шумоизоляция (в том числе ковры) и прочее отдается на аутсорсинг и изготавливается партнерами автопроизводителя.
Почему убыточен завод полного цикла? Опишем требуемые замороженные средства в этапах для деталей и комплектующих на примере производства металлического бензобака:
- Заводу необходимо закупить металл для бензобака (если используется металлический),
- Оплата доставки,
- Хранение на складе завода,
- Транспортировка внутри завода на раскрой,
- Далее, нарезка на заготовки,
- Штамповка,
- Транспортировка на сборку и “обварку” заготовок,
- Транспортировка на окраску,
- Процесс окраски,
- Далее транспортировка на подсборку навесных деталей и в качестве готового продукта через склад в сборочно-кузовной цех.
Данное количество операций занимает несколько дней прежде чем изделие будет установлено на автомобиль, а прибыль за готовую единицу продукции (в нашем случае бензобак) возможно получить только после продажи товарного автомобиля, что составляет примерно 3-4 месяца.
В общей сложности период замораживания средств для детали и ее комплектующих, персонала, здания, налога, электричества, логистики по заводу и т.д. составит порядка 5-6 месяцев.
Однозначно, компактное предприятие с основными циклами имеет меньший период оборота финансовых средств, что позволяет пустить их на развитие.
Все вторичные детали отданы поставщикам, где они сами заказывают оснастку, обслуживают здание и помещение, склады в том числе доставку до сборочного цеха на условиях 30 или 60 дневной отсрочки платежа перед заказчиком.
На примере General Motors.
Автопроизводитель не производит пластиковые детали, но имеет несколько поставщиков, где каждый изготавливает панель приборов, бампера, обшивки дверей. GM выставляет требования к качеству, согласовывает входные цены, производит постоянный аудит поставщика, это называется “развитием”.
При необходимости сделать фейслифт новому продукту, GM отдает поставщику
чертежи. Поставщик за счет собственных средств заказывает оснастку, ведет проект под ключ до серийного производства и поставки продукта на площадку GM.
Оплата затрат поставщика имеет 2 варианта:
- цена затрат поставщика ложится на стоимость детали,
- затраты оплачиваются отдельно после запуска производства.
Каждый из вариантов имеет отсрочку оплаты, что выгодно для GM.

Previous post 1.Процессы и технологии — Сборочное производство
Источник https://1gai.ru/publ/515865-kak-sozdaetsya-mashina-s-nulya-opisanie-vsego-processa.html
Источник https://www.drive2.ru/b/524885961453077667/
Источник https://automotiveindustry.ru/assembly-shop/