Лужение и пайка автомобильных кузовов. Часть 1. Зачем вообще применять припой?

Перед тем, как рассказывать о технологии нанесения, материлах, оборудовании и всех нюансах, нужно ответить на вопрос — а зачем на всё это? Зачем усложнять себе жизнь, когда есть распространённые и заметно более простые способы? Что мы получим, ввязавшись в данную авантюру? Об этом будет первая глава.
Итак, наша первоочередная цель – это заполнить вмятины и восстановить форму поверхности. В чём же преимущества использования пайки перед использованием шпатлёвок?
1.Припой обладает гораздо более высокими механическими свойствами, чем шпатлёвка. И в первую очередь нам важны механические свойства в месте перехода от металла кузова к материалу – заполнителю. Очень часто бывает такое, что слой шпатлёвки сам по себе остаётся целостным, не крошится и не трескается, но в следствие удара или вибрации, отслаивается от кузова прямо по поверхности контакта. При пайке связь между припоем и паяемым металлом образовывается на атомном уровне, отслаивание припоя от металла невозможно в принципе, если соблюдена технология. Также оловянно-свинцовый припой является хоть и мягким, но металлом, и ему присуще свойство металлов к пластичности. То есть при ударе или изгибе детали припой не треснет и не раскрошится, а упруго сдеформируется и останется на детали. Таким образом, слой наплавленного припоя гораздо более долговечен (фактически вечен), чем слой нанесённой шпатлёвки.


Понятное дело, что на фото изображны крайние случаи, где технология шпатлевания была нарушена целиком и полностью — и слой запредельный и на ржавый металл наносилось не пойми кем и не пойми как. Но, тем не менее, нельзя отрицать склонность любой шпатлёвки к скалыванию, растрескиванию, выкрашиванию.
2.Механические свойства слоя припоя не зависят от толщины нанесённого слоя, как это происходит со шпатлёвкой. Фактически, толщина наплавляемого слоя может быть неограничена, это не повлияет на долговечность и прочность, как в случае со шпатлёвкой, где не рекомендуется шпатлевать вмятины глубиной более 2-3мм.

3.В следствии пунктов 1 и 2 можно сказать, что применение пайки есть реальное усиление ремонтируемой зоны. Припоем можно заполнить стыки или швы на кузовных панелях, и он отлично себя проявит в этих нагруженных местах, можно заполнить, не рихтуя, глубокие вмятины, и за счёт большого слоя наплавленного металла это даст увеличение жесткости.




4. Опять же, в следствии пунктов 1 и 2 припой можно применять для выведения зазоров, нанося его на кромки и углы деталей. Именно так и собирались в мелкосерийном производстве знаменитые Чайки ГАЗ-13, ГАЗ-14 и правительственные ЗИЛы. Кузовные детали для них порой выстукивались молотком на деревянных подложках, без шуток, а зазоры выводились именно за счёт наплавки припоя. Детали же от одной машины совершенно не подходили к другой. Это не шутки, а специфика единичного производства.



5.Припою не свойственны усадка и оконтуривание. После затвердевания и охлаждения до комнатной температуры с припоем не происходит никаких процессов, сходных с процессом полимеризации шпатлёвки. Шпатлёвка может дать усадку через неделю, может дать через год. Может и вообще не дать. Припою же не свойственна усадка в принципе.
6.Припой можно применять также как альтернатива герметику, запаивая им, например, завальцовки дверей, капота, багажника и т.п.

Ещё одно больное место любого автомобиля на примере Волги. Запаивание отлично подойдёт для герметизации и спасения от коррозии завальцовок дверей, к примеру.
7. Вопрос трудоёмкости и производительности будет рассмотрен подробно в 5 главе, но в некоторых случаях процесс пайки может занять существенно меньше времени, чем процесс шпатлевания. Хотя в некоторых, и гораздо больше
8.Припою абсолютно несвойственна гигроскопичность.
9.И, наконец, это аутентично! При тщательной реставрации ретро автомобилей использование современных материалов считается дурным тоном. Не только из за их эксплуатационных свойств, но, в первую очередь из за несоответствия духу времени.

Итак, о плюсах применения пайки я рассказал, теперь же расскажу о минусах
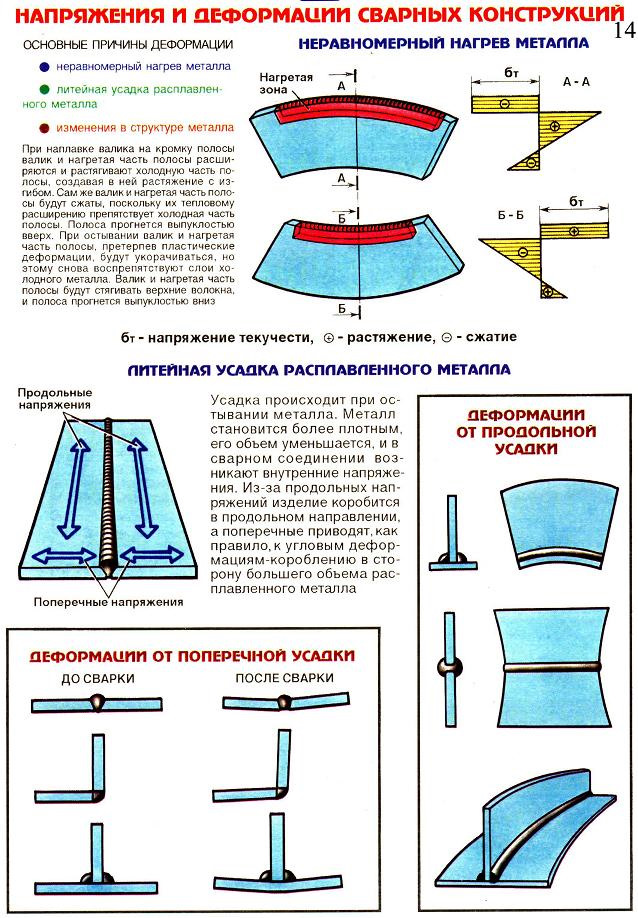
1.Первый, и, на мой сугубо личный взгляд, самый главный минус этого метода – это ограниченность применения, непосредственно связанная с технологией нанесения. Для образования межатомных связей между припоем и металлом необходим нагрев до ~200 градусов. При нагреве любое вещество расширяется. А так как мы не имеем возможности нагреть всю деталь целиком и равномерно, да и нет такой необходимости, в ряде случаев возможны поводки и коробления, которые сведут на нет всю затею. Более подробно расскажу в 5 главе, сейчас отмечу лишь, что метод неприменим для больших нежестких панелей кузова типа крыши, панелей дверей, иногда капотов.
2.Крайне мало людей, владеющих данным методом, если вы решились обратиться к кому либо
3.Большой список оборудования и материалов, необходимых для осуществления процесса. Грубо говоря, для нанесения шпатлёвки нам нужна сама шпатлёвка и шпатели, для обработки – наждачка и брусок. Всё это продаётся в любом автомагазине по демократичным ценам. Для пайки и дальнейшей обработки нам понадобятся: сам припой, флюс, источник теплоты и большое количество разнообразных инструментов для обработки. Подробнее во второй главе. Сейчас скажу лишь, что централизованно все материалы и инструменты не купишь, а если не знать, где искать, то всё это может влететь в копеечку. Для разовой работы покупка большого количества инструментов экономически нецелесообразна
4.Неочевидный нюанс, относится в первую очередь к самостоятельно занимающимся этим людям. Токсичность. В первую очередь при механической обработке – позаботьтесь о вытяжке, регулярно подметайте. Наибольшим врагом для нас является оловянно-свинцовая пыль и стружка. Отравиться то не отравитесь, но, как следует надышавшись пылью, на следующий день почувствуете эффект, схожий с сильным похмельем и температурой – слабость и ломота.

5.Также, в некоторых случаях, когда деталь не имеет явных вмятин, но имеет лишь небольшую волнистость, но на большой поверхности, применение наплавки может быть также нецелесообразно ввиду огромных трудозатрат. Наплавка тем эффективнее, чем меньше площадь повреждений и чем больше глубина вмятин. Подробнее в 5 главе
Таким образом, если нас в первую очередь интересует максимальное качество и долговечность, либо же аутентичность, и за это мы готовы переплачивать деньгами и временем, то пайка – это наш выбор. Лично я никому ничего не навязываю и стараюсь максимально объективно рассмотреть этот метод, сам в некоторых случаях применяю классическую шпатлёвку, однако, для своих личных целей, когда этот метод применим, использую только его.
Способы лужения кузова авто
Ремонтные работы, предполагающие правку кузова автомобиля, редко обходятся без специальных операций, связанных с лужением металлических деталей. Пайка кузова оловом – распространённая процедура, требующая умелого владения техникой работы с паяльным инструментом. При её проведении расплавленный припой сначала наносится на соединяемые детали, а затем за счёт диффузии сплавляется с металлом заготовок.
После затвердевания устанавливается надёжный контакт листовых элементов кузова между собой. К специфике операций лужения следует отнести и то, что температура плавления припоя заметно ниже, чем тот же показатель для соединяемых металлов.
Общие сведения о технологии

Для получения качественного соединения кузовных деталей необходимо выполнить следующие действия:
- сначала все детали кузова тщательно подготавливают к ремонту;
- затем предназначенные для спайки поверхности обрабатывают флюсом;
- после этого следует хорошо залудить их (для этих целей используется специальная паста для лужения кузова);
- завершаются эти работы пайкой автомобильных деталей.
Для надёжного соединения металлических заготовок методом пайки применяется припой, в котором помимо основного компонента должен присутствовать свинец.
Использование одного чистого олова недопустимо, поскольку оно не обеспечивает требуемой текучести расплава, а, следовательно, не позволяет получить качественное сочленение. Добавим к этому, что при лужении кузова автомобиля без специальной примеси после остывания металла припой становится хрупким.
Во избежание этого, к нему ещё до начала пайки добавляется намного свинца. В пропорции это выглядит так: олова 33 процента, а остальное – свинец.
Указанный вид припоя не предназначается для пайки деталей авто из алюминия и его сплавов. Для работы с этими металлами должны применяться особые свинцово-оловянные стержни, а также специальный лудильный порошок. Температура плавления таких оловянных припоев не превышает 230-250 градусов.
Удаление краски
Подготовительные работы перед лужением проводятся с целью очистки поверхности металлических заготовок от следов, оставшихся после окрашивания кузовных элементов. Для этого можно воспользоваться дрелью, оснащённой чистящей насадкой в виде «ёршика» с металлическими щетинками.

При небольших объёмах работ удобнее использовать крупную шкурку. По завершении удаления краски нужно стереть с поверхности остатки пыли и микрочастиц чистой фланелью, пропитанной в растворителе.
Окончательная зачистка
Неокрашенные элементы кузова (включая и его днище) перед пайкой следует очистить от пятен масла, грязи и инородных наслоений. Для этого удобнее всего воспользоваться металлической щёткой, удалив прежде ржавчину напильником.

Иногда для очистки от краски применяется специальная стеклянная шкурка, работать с которой следует очень осторожно, не допуская образования осадков. Для удаления обнаруженных на деталях разводов и следов жирных пятен можно воспользоваться той же смоченной в растворителе мягкой фланелью.
Если воспользоваться пескоструйной очисткой, то кузов будет подготовлен идеально к лужению, но такая процедура требует специального оборудования.
Обработка флюсом
Необходимость в предварительной обработке флюсовым составом объясняется желанием не допустить окисления поверхностей до начала и в процессе проведения работ. В качестве флюса могут использоваться хлористый цинк, а также его производные с добавлением канифоли и стеарина.

В процессе покрытия листовых заготовок необходимо внимательно следить за тем, чтобы не образовалось «пропусков» или не закрытых флюсовым составом мест. В противном случае их будет очень сложно залудить и пропаять.

Поскольку хлористый цинк является химически активным продуктом – для его хранения должна использоваться только стеклянная посуда. По окончании обработки кузова поверхность необходимо тщательно протереть, чтобы удалить остатки реактива и исключить вероятность окисления металла.

Применение специальной пасты для лужения, в состав которой входит флюс и припой, ускорит работу. После ее нанесения поверхность кузова останется всего лишь прогреть газовой горелкой, и она будет готова к пайке.
Лужение паяльником
Лужение кузова или любой другой детали автомобиля (авторадиатора, например) позволяет подготовить их к последующей пайке и значительно облегчает её. Эти работы относительно просты в исполнении и могут быть выполнены самостоятельно.

Для их проведения потребуются следующие расходные материалы и инструменты:
- источник открытого огня (паяльная лампа, горелка);
- специальное паяльное приспособление (молотковый паяльник);
- припой, флюс и канифоль.
Ниже описывается общий порядок проведения работ, когда лудить предполагается с помощью паяльника, нагреваемого на открытом огне.
Сначала к раскалённому жалу подносят кусочек припоя и держат до тех пор, пока тот не начнёт стекать в рабочую зону. При этом происходит смачивание обрабатываемой поверхности, для облегчения которой паяльник постепенно перемещается вдоль листа. В результате этой операции на детали образуется тонкий слой из свинцово-оловянного состава.

Во время лужения открытым огнём брусок припоя периодически смачивается флюсом или специальным лудильным порошком.
Одновременно с нанесением последнего хорошо прогретая поверхность тщательно протирается ветошью, что обеспечивает лучшее распределение флюсового состава. При соприкосновении с ним припой плавится, равномерно смачивая структуру металла.

Порядок пайки
По завершении процедуры лужения можно переходить к следующему этапу работ – пайке корпуса автомобиля, которая может быть организована двумя способами: с использованием открытого огня горелки или же при помощи мощного электропаяльника.

Перед началом паяльных процедур элементы кузова обильно смачиваются флюсом, а затем накладываются с небольшим перекрытием друг на друга (пайка встык в этом случае недопустима). После этого листы фиксируются специальными струбцинами, не нарушающими температурный режим в зоне пайки, и разогреваются хорошо раскалённым паяльником молоткового типа.
Потом к стыковочному шву подносится брусок припоя, который в расплавленном виде равномерно заполняет пустоты между листовыми заготовками, а после остывания надёжно фиксирует их.
Порядок работы с мощным электропаяльником аналогичен описанному выше (за исключением того, что вместо открытого огня используется электросеть).
Рекомендации специалиста
Перед началом работ по лужению и пайке кузова желательно ознакомиться со следующими рекомендациями профессионалов:
- при пайке кузова автомобиля паяльник не следует нагревать до сильного каления, так как это может вызвать испарение части олова. В результате перегрева входящая в состав заготовок медь окисляется, а качество пайки снижается;
- для нагрева паяльного инструмента удобнее всего воспользоваться газовой горелкой;
- в процессе нагрева жало паяльника должно непрерывно смачиваться в припое;
- перед тем как приступать к пайке, нужно залудить все подготовленные детали автомобиля, независимо от того, в каком виде они представлены (как листовые заготовки или отдельные конструктивные элементы).
В заключение отметим, что во время проведения ремонтных работ необходимые для лужения и пайки компоненты всегда должны располагаться под рукой (это касается как припоя и флюса, так и других расходных материалов).
О технологии лужения при проведении пайки кузовных деталей

При кузовном ремонте одним из способов соединения деталей (металлических, металлизированных) является пайка. Этот технологический процесс осуществляется благодаря расплавленному припою. При затвердевании его, вследствие диффузии в основной металл, происходит надежное соединение скрепляемых деталей автомобиля. Во время выполнения таких работ температура плавления припоя намного ниже, чем у основного металла, который не расплавляется. О процессе работы и лужении кузова автомобиля при ее проведении рассказано далее.
Общие сведения о технологии
Последовательность процесса выглядит следующим образом:
- подготовка деталей;
- покрытие поверхностей, предназначенных для спайки, флюсом;
- лужение кузова;
- пайка .
Соединение металлических и металлизированных элементов при пайке оловом осуществляется благодаря осаждению легкоплавкого сплава. При этом способе нужно использовать только припой, содержащий помимо основного металла еще и свинец. Применение чистого олова невозможно, так как оно недостаточно жидкотекучее, а значит плохо проникает между опорными поверхностями спаиваемых деталей кузова. Кроме того, при охлаждении металл без примеси становится хрупким, поэтому в зависимости от вида выполняемых работ к нему необходимо добавлять определенный процент свинца. Чаще всего в процентном соотношении это выгляди так: олово 33% и свинец 67%.
Стоит отметить, что оловянным припоем не паяют алюминий и его сплавы, для них существуют специальные составы.
Для прочих металлов используются свинцово-оловянные стержни (их толщина может отличаться), лудильный порошок, проволока, навитая на катушку, диаметром до 3 мм. Градус плавления припоя обычно составляет 230-250.

Полезные рекомендации
Паяльник не стоит раскалять докрасна, поскольку это приведет к испарению части оловянного припоя и медь окислится, а условия пайки ухудшатся. Для нагрева инструмента используйте пламя воздушно-газовой или кислородно-ацетиленовой сварочной горелки. Жало паяльника нужно перед началом работ залудить в припое.
Перед пайкой, выполняемой своими руками, обязательно проведите лужение, независимо от того какие предстоят работы: нанесение припоя на листовые детали или соединение двух элементов.
Всегда размещайте все необходимое под рукой, в частности припой, особенно когда речь идет о лужении паяльником.
Подготовка металлических деталей
Первый этап работ в пайке деталей – их подготовка. Металлическая поверхность должна быть тщательно очищена от остатков соединений и вообще всего инородного. Для удаления с кузова краски или ее остатков нужно обработать поверхность деталей автомобиля швабером, предварительно своими руками зачистив металл напильником. Такие работы зачастую проводят стеклянной шкуркой и потому следует соблюдать осторожность, а если она новая, учитывать, что из-за этого может не полностью осадиться порошок. Чтобы удалить остатки жирных составов, детали необходимо промыть трихлорэтиленом или бензином.

Покрытие флюсом поверхностей, предназначенных для спайки
Покрытие флюсом элементов кузова необходимо для того, чтобы предотвратить окисление перед нагревом и в процессе пайки с помощью припоя из олова. Чтобы правильно выполнить работы на данном этапе, стоит предварительно просмотреть видео рекомендации в сети Интернет. Флюсом может служить хлористый цинк, вещества на его основе, канифоль, стеарин.
Хлористый цинк получают путем растворения в соляной кислоте цинка. Для данной процедуры подходящей емкостью является свинцовая. В результате происходящей в ней реакции выделяется водород, хлористый цинк остается по окончании ее. После использования последнего в качестве флюса, детали кузова нужно сразу же промыть, чтобы предотвратить воздействие на них кислоты. В работе используются также нейтральные вещества на основе хлористого цинка. Чаще всего ими обрабатывают места, которые подлежат пайке.
Для работ с медными электропроводами в качестве флюса используют канифоль. Для выполнения иных видов работ, в частности водопроводных, используют густую смазку-флюс или стеарин.

Лужение кузова
Непосредственно перед пайкой проводят лужение кузова. Этот этап несложно выполняется своими руками даже мастером-любителем. В данных работах используется паяльный инструмент, открытый огонь, припой.
Когда лужение выполняется паяльником, к его жалу подносят припой и ожидают, когда он начнет стекать на деталь. Это так называемое смачивание, после которого идет постепенное перемещение паяльника и нанесение тонкого слоя свинцово-оловянного состава на поверхность детали автомобиля. Конец припоя в данном варианте работ нужно время от времени покрывать флюсом.
С открытым огнем используют бруски или лудильный порошок. Когда применяют последний, деталь нагревают, протирают ветошью с нанесенным на нее порошкообразным составом. Соприкасаясь с поверхностью, припой в виде порошка из олова плавится, надежно сцепляясь с металлом. Когда осуществляют лужение наклонно или вертикально расположенных деталей, их протирают ветошью снизу вверх.
Проведение пайки
После лужения проводят пайку деталей автомобиля (желательно предварительно просмотреть видео с рекомендациями как сделать ее правильно). Перед началом данного этапа работ элементы кузова покрываются флюсом, их окончательно размещают так, как это необходимо, но обязательно с перекрытием. Устанавливать встык нежелательно, так как такая пайка получается ненадежной из-за низкой механической прочности припоя.

Детали соединяют зажимами или другими приспособлениями, которые не нарушают их нагрев. Паяльник поднимает температуру на поверхности, в результате идет расплавление припоя (если есть потребность, можно добавить нужный объем от общей пластинки).
На листовые детали припой наносят двумя способами: с помощью открытого пламени или паяльника.
Открытое пламя нагревает лист и при протирке рабочей плоскости кузова после бруска припоя остается слой пастообразной консистенции. Затем протирают поверхность ветошью с флюсом, заглаживая прогретый состав.
Паяльником кусок проволоки или бруска припоя расплавляют, затем прижимают к детали. Нужно следить за тем, чтобы состав не перегрелся и не потек вдоль наклонных частей.
Источник https://www.drive2.ru/c/580181225847653087/
Источник https://svaring.com/soldering/praktika/luzhenie-kuzova-avtomobilja
Источник https://autokuz.ru/kuzovnoy-remont/luzhenie-kuzova-avtomobilya.html