Как производят диски для авто
Богданова Т.А. 1 Довженко Н.Н. 2 Гильманшина Т.Р. 2 Баранов В.Н. 2 Чеглаков А.В. 1 Меркулова Г.А. 2 Лыткина С.И. 3 Худоногов С.А. 3 Косович А.А. 2 Партыко Е.Г. 2
В статье приведена классификация дисков автомобильных колес по способу их изготовления, конструкции, а также в зависимости от применения сплавов, исполнения дисков и назначения. Описан научный обзор современных способов получения дисков автомобильных колес: литье под низким давлением, объёмная штамповка в неразъёмных или разъемных матрицах, объёмная штамповка и раскатка, комбинация литейных и деформационных способов, жидкая штамповка, литье под низким давлением с технологией раскатки обода. Описана суть технологий, представлены их достоинства и недостатки. Приведены схемы производства дисков колес. Также в работе описаны современные зарубежные технологии получения: Flow Forming и МАТ. Выбран наиболее перспективный способ изготовления дисков автомобильных колес.

1. Богданова Т.А. Влияние режимов термической обработки и нанесения декоративно-защитного покрытия на механические свойства и структуру дисков автомобильных колес из сплава АК7ПЧ / Т.А. Богданова [и др.] // Вестник Магнитогорского государственного технического университета им. Г.И. Носова. – 2014. – № 3 (47). – С. 40–43.
2. Богданова Т.А. Перспективный метод экспресс-контроля алюминиевых сплавов / Т.А. Богданова [и др.] // Металлургия машиностроения. – 2014. – № 2. – С. 12–15.
3. Борисов Г.П. Научные основы разработки методов дальнейшего повышения свойств и технико-экономических показателей производства высококачественных отливок из алюминиевых сплавов // Литейное производство. – 2008. – № 9. – С. 17–23.
4. Гини Э.Ч. Специальные технологии литья : учебник для вузов / Э.Ч. Гини, А.М. Зарубин, В.А. Рыбалкин. – М. : Изд-во МГТУ им. Н.Э. Баумана, 2010. – 367 с.
5. Диски WIGER Germany Sport Power (WSP) [Электронный ресурс]. – Режим доступа: http://wiger.ru/wsp/about/.
6. Дорошенко В.А. Цифровые технологии и литье под низким давлением деталей из алюминиевых и магниевых сплавов // Литейное производство. – 2009. – № 8. – С. 16–18.
7. Килов А.С. Производство заготовок. Листовая штамповка : серия учебных пособий из шести книг / А.С. Килов, К.А. Килов. –– Оренбург : ГОУ ОГУ, 2004. — Книга 2. Получение заготовок из листового материала и гнутые профили. – 182 с.
8. Кованые колесные диски [Электронный ресурс]. – Режим доступа http://kramz-trade.ru/catalogue/kuznechno-shtampovochnoe_proizvodstvo/kovanie_kolesnie_diski
9. Максимычев О.И. Теоретические предпосылки автоматизации литейного производства колесных дисков / О.И. Максимычев, А.И. Узаков // Вестник МАДИ. – 2012. – Вып. 2 (29). – С. 83–89.
10. О видах исходных заготовок из алюминиевых сплавов и выборе процессов изготовления из них полуфабрикатов и изделий / Н.Л. Лисунец, М.А. Цепин, О.М. Смирнов [и др.] // Цветные металлы. – 2005. – № 1. – С. 87–91.
11. Парамонов В.В. Разработка технологических схем и режимов штамповки автомобильных поковок из алюминиевых сплавов : автореф. … канд. техн. наук. – М., 2009. – 24 с.
12. Способ изготовления деталей типа дисков автомобильных колес : пат. № 2093294 МПК B 21 H 1/00, B 21 D 53/26 / Утяшев Ф.З., Кайбышев О.А., Фархутдинов К.Г. – № 94010932/02 ; заявл. 29.03.1994 ; опубл. 20.10.1997.
13. Перспективный метод экспресс-контроля алюминиевых сплавов / Т.А. Богданова, С.В. Мельников, Н.Н. Довженко [и др.] // Металлургия машиностроения. – 2014. – № 2. – С. 12–15.
14. Путин В.А. Тенденции развития конструкций легкосплавных колес легковых автомобилей / В.А. Путин, А.Г. Киряков [Электронный ресурс]. – Режим доступа http://www.mami.ru/science/autotr2009/scientific/article/s05/s05_15.pdf.
15. Семин П.В. Разработка и исследование технологического процесса изотермической раскатки дисков : автореф. … канд. техн. наук. – М., 2007. – 22 с.
16. Современные технологии в литье под низким давлением [Электронный ресурс] / В.В. Турищев [и др.]. – Режим доступа http://lityo.com.ua/%D1%81%D1%82%D0%B 0%D1%82%D1%8C%D0%B8/650-sovremennye-tekhnologii-v-lite-pod-nizkim-davleniem.
17. Техническая информация по легкосплавным дискам [Электронный ресурс] // Публикации для учащихся, 2013. — URL: http://uchebilka.ru/informatika/61604/index.html.
18. Технология раскатки обода [Электронный ресурс]. – Режим доступа http://marcello-wheels.ru/raskatka-oboda-diska.
19. Эль Тюнинг [Электронный ресурс] // Курсы ковки и литья, 2010. — URL: http://www.el-tuning.ru/library/006-kursy_kovki.html.
20. Research on Integrated Casting and Forging Process of Aluminum Automobile Wheel / Qi Zhang, Miao Cao, Dawei Zhang, Shuai Zhang, and Jue Sun // Hindawi Publishing Corporation Advances in Mechanical Engineering Volume 2014, Article ID 870182, 12 pages.
21. Trifonov V.G. Liquid forging processing of automobile wheels / V.G. Trifonov, G.R. Khalikova // Письма о материалах. – 2013. – Т. 3. – С. 56–59.
Колесо, обеспечивая движение автомобиля, воспринимает все усилия и моменты, действующие между дорогой и автомобилем, и должно надежно противостоять ударным и циклическим нагрузкам [9; 14].
При всем многообразии диски колес можно классифицировать по отдельным группам (рис. 1).
Сегодня основными факторами, определяющими технический уровень автотранспортного средства и направления его развития, являются материалы и конструкции, способные облегчить автомобиль, снизить расход топлива, повысить экономический и экологический аспекты [13].
История вопроса
Примерно до середины ХХ века диски колес автомобилей изготавливали путем раскатки и штамповки из стальной полосы с последующей сваркой, что обеспечивало их дешевизну и сравнительную близость к стандартным размерам. Невысокая точность геометрии и несбалансированность дисков колес, получаемых при такой технологии, не считались существенными недостатками из-за умеренных требований к скоростным характеристикам автомобилей тех времен.

Рис. 1. Классификация дисков автомобильных колес [14].
С ростом скоростей и требований безопасности недостатки стальных штампованных дисков колес становились все более ощутимыми. В то же время развитие технологий проектирования и производства шин способствовало существенному повышению их геометрической точности и снижению неоднородности.
В 30-50-е годы прошлого века на гоночные автомобили начали устанавливать алюминиевые диски. В отечественной промышленности попытки производства дисков из алюминиевых, магниевых и титановых сплавов делали в 80-е гг. ХХ в.
В наше время все большее применение находят диски из алюминиевых сплавов – штампованные и литые, при этом наибольший ассортимент литых дисков производится за рубежом, а практически все штампованные приходятся на российских производителей [9].
Анализ современных технологий изготовления дисков автомобильных колес
В настоящее время наиболее распространены следующие технологии производства колёс из алюминиевых сплавов: объёмная штамповка и раскатка; литьё под низким давлением и комбинация литейных и деформационных способов получения элементов, их сварка или болтовое соединение [12].
Объёмная штамповка в неразъёмных или разъемных матрицах. При горячей штамповке (ковке)достигается наивысшая прочность, поскольку структура металла становится волокнистой, а направление этих волокон – изначально заданным. Недостаток штамповки – большой процент отходов, что увеличивает цену изделия [12].
В России используют технологию объемной горячей штамповки, процесс которой осуществляют в несколько этапов. На первом этапе небольшую цилиндрическую болванку (слитки, из которых делают диски колес, имеют форму цилиндрических столбов различного диаметра, которые нарезают на болванки нужной длины) на первом прессе осаживают, превращая в диск. Затем этот диск проходит несколько прессов, имеющих различное усилие, постепенно превращаясь в окончательную заготовку. На определенном этапе, еще в заготовке, прошивают центральное отверстие.
Перед каждым прессованием заготовку и рабочие штампы нагревают до температуры в несколько сотен градусов. Сами прессы, несмотря на достаточно большую мощность (до 20 тыс.т), производят горячую штамповку медленно. Нагрев и малая скорость деформирования исключают возможность возникновения нежелательных разрывов и трещин в теле заготовки.
Полученную заготовку закаливают и подвергают искусственному старению. Затем, после многочисленных проверок и выборочного контроля качества заготовки (структура волокон), она проходит механическую обработку на токарных и фрезерных станках, в результате превращаясь в готовое изделие.
При пластическом деформировании за счет измельчения кристаллической решетки и ликвидации внутренних микродефектов металл упрочняется. Благодаря такой технологии с формированием у металла волокнистой структуры прочность дисков колес получается выше, чем у остальных, в 2,5 раза, а пластичность ниже всего на 20–30%. Можно делать стенки на 20% меньшей толщины по сравнению с литыми. В результате вес такого диска на 15–20% ниже литого и на 40–50% стального штампованного.
Имеется еще один существенный недостаток данной технологии. В процессе формирования в колесо превращается лишь 30–40% исходного материала. Остальное выгорает в печах и особенно много уходит со стружкой. Эти отходы можно переплавить и снова пустить в производство, но себестоимость значительно повышается. Однако такие диски при эксплуатации хорошо противостоят неровностям и ухабам. Расколоть качественный кованый диск колеса почти невозможно. В случае небольшого замятия их можно отреставрировать, хотя любое воздействие на такой диск все равно нарушает его структуру (рис. 2) [12].
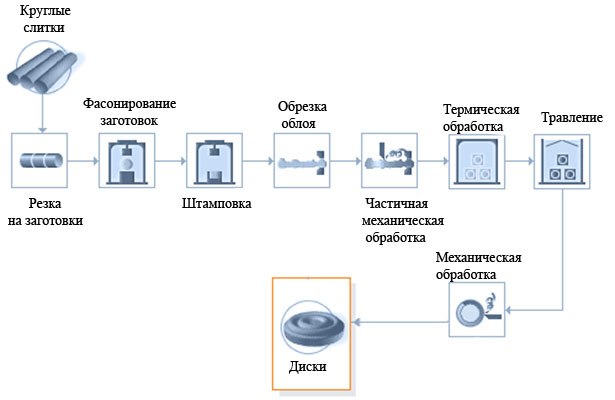
Рис. 2. Схема цикла производства кованых дисков колес [12].
Объёмная штамповка и раскатка. Суть этого способа изготовления заключается в штамповке заготовок до оформления ступицы, полотна с прилегающей ребордой и цилиндрической частью, с последующим формообразованием из нее обода и реборды. Производят формообразование обода и реборды роликом с обжатием до размера, превышающего толщину обода на величину калибровки. Калибровку обода и реборды осуществляют калибровочным роликом, профиль поверхности которого аналогичен профилю обода и реборды готовой детали [7].
Преимущество процесса раскатки перед штамповкой состоит в том, что благодаря использованию локального деформирования с вращением сохраняется мелкодисперсная структура диска, возможно получение дисков большого диаметра и сложной формы при незначительных усилиях [15].
Литье под низким давлением (ЛНД). Важное преимущество ЛНД – возможность получения при минимальных величинах давления высококачественных литых заготовок при одновременном снижении материальных, энергетических и трудовых затрат при их изготовлении [1-4; 6].
Недостаток данного способа заключается в том, что изделие обладает так называемой свободной, ненаправленной кристаллизацией. Это вынуждает конструкторов делать стенки дисков достаточно толстыми для обеспечения требуемой механической прочности [17].
Различные партии литых дисков колес могут несколько отличаться по характеристикам друг от друга. Любое изменение технологии, химического состава сплава и т.п. может несколько изменить свойства готового изделия. Поэтому производители для отслеживания качества своей продукции осуществляют стопроцентный рентгеновский контроль дисков колес и проводят исследования структуры металла и свойств готовых изделий [19].
Сущность литья под низким давлением (ЛНД) заключается в том, что заполнение полости формы расплавом и затвердевание отливки происходит под действием избыточного давления воздуха или инертного газа. При этом для подъема расплава и заполнения формы требуемое избыточное давление менее 0,1 МПа, чем и объясняется использование термина «низкое давление» (рис. 3).
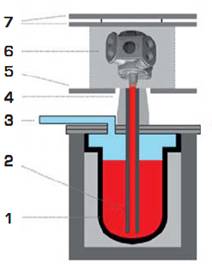
Рис. 3. Принципиальная схема ЛНД в кокиль [17]: 1 – печь с электронагревом;
2 – металлопровод; 3 – газообразная среда под давлением; 4 – проставка;
5 – литейный стол; 6 – кокиль; 7 – подвижная прижимная плита.
Технология ЛНД позволяет провести заполнение формы для протяженных тонкостенных отливок, в широких пределах регулировать скорость заполнения формы расплавом, изменять продолжительность заполнения отдельных участков формы отливок сложной конфигурации с переменной толщиной стенки с целью управления процессом теплообмена между расплавом и формой, добиваясь рациональной последовательности затвердевания отдельных частей отливки [11].
Самым крупным в России и одним из ведущих в мире заводов по производству легкосплавных колесных дисков является ООО «КиК» (рис. 4).
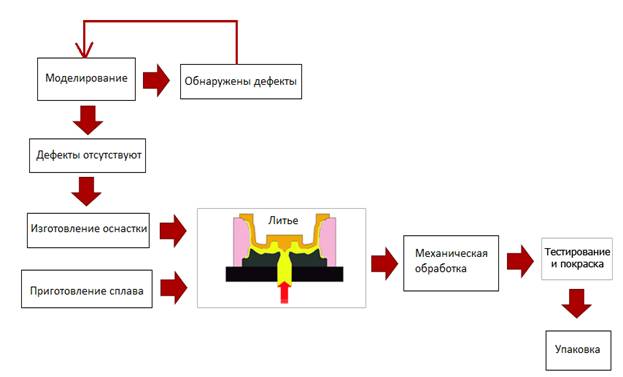
Рис. 4. Схема цикла производства литых дисков колес.
Комбинация литейных и деформационных способов. В работах [10; 11; 20] показано, что одним из перспективных процессов для производства заготовок сложно-профильных объемных алюминиевых деталей является комбинация литейных и деформационных способов.
Процесс жидкой штамповки кристаллизующегося металла совмещает достоинства литья под давлением и горячей объемной штамповки.
Оценка возможности изготовления жидкой штамповкой дисков автомобильных колес диаметром 17 дюймов из алюминиевых сплавов А356.2 и 6061 описана в работе [21]. Показано, что при этом способе изготовления автомобильных дисков достигается более плотная и однородная структура, повышаются механические свойства и устраняются литейные дефекты.
Другим не менее перспективным способом получения автомобильных дисков является процесс изготовления дисков методом литья под низким давлением с технологией раскатки обода (рис. 5), который способствует достижению легкости и высокой прочности обода диска.
Диски с раскаткой обода имеют эксплуатационные качества кованых дисков по цене литых [18].
В работе [22] для изготовления дисков автомобильных колес предложена технология Flow Forming – технология раскатки обода, позволяющая снизить вес обода на 20% по сравнению с традиционной технологией, при этом увеличивая прочностные качества обода на 35–40%.
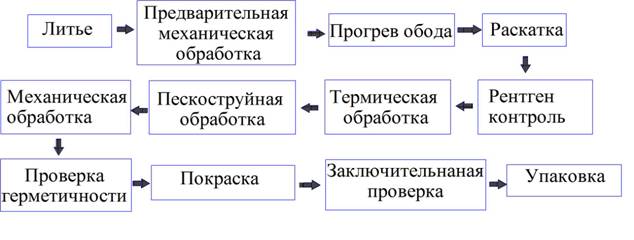
Рис. 5. Технология литья с раскаткой обода [20].
В работе [5] описывается способ изготовления дисков методом литья и изготовления обода по технологии МАТ, который позволяет добиться характеристик, приближенных к характеристикам кованых дисков и снизить вес на 10–15%.
Заключение
Таким образом, как показывает анализ современных способов изготовления дисков автомобильных колес, наиболее перспективными являются литье под низким давлением и комбинация литейных и деформационных способов.
Рецензенты:
Крушенко Г.Г., д.т.н., профессор, главный научный сотрудник Института вычислительного моделирования СО РАН, г. Красноярск.
ПрошкинА.В., д.т.н., профессор, начальник ЛУФМ департамента технологий ООО «РУСАЛ ИТЦ», г. Красноярск.
Производство литых дисков

Любой бизнес, связанный с автомобильной тематикой, всегда будет оставаться востребованным и рентабельным. Производство литых дисков – тому пример. Количество машин растет из года в год, а потребности рынка в комплектующих безграничны. Диски достаточно часто выходят из строя и требуют замены.
Кроме того, многие автовладельцы меняют после покупки машины заводские диски на легкосплавные, потому что они облегчают конструкцию, более эстетичны и проще при монтаже. Бизнес-идея по открытию производства литых дисков потребует определенных затрат, но и прибыльность будет высокой.
Подготовка документов и регистрация организации
Первый шаг при организации производства – оформление необходимых документов. Бизнесмен может открыть ИП или ООО. Второй вариант больше подойдет, если на открытие и развитие предприятия будут привлекаться средства инвесторов, в частности, банковский кредит.
Открыть ИП достаточно просто – через ФНС или МФЦ, обратившись с паспортом. Предпринимательство предполагает выбор системы налогообложения. В данном случае следует выбирать упрощенную, в форме «Доходы – Расходы». В таком случае налог на прибыль составит 15% от разницы между затратами и прибылью. Поскольку затраты значительны, выбирать УСН «Доходы» с налогом 6% будет невыгодно.
Для ООО потребуется подготовить Устав предприятия и Учредительный договор, открыть в банке расчетный счет, заказать изготовление печати. При регистрации в налоговой выбирают режим УСН «Доходы – расходы».
Открытие ИП занимает максимум 3 дня, ООО – от недели. За этот период предприниматель занимается поиском подходящего помещения, наймом сотрудников, предварительными переговорами с поставщиками оборудования и материалов для изготовления дисков.
Выбор местоположения и помещения
Законодательство не предъявляет особых требований к помещению, в котором будет размещено производство. Поэтому при выборе опираются на следующие параметры:
- транспортная доступность;
- наличие инфраструктуры и коммуникаций;
- удобство погрузки-разгрузки;
- стоимость.
Чем дальше от жилья располагается здание, тем дешевле оно обойдется. Однако в таком случае увеличатся транспортные расходы. Поэтому, при наличии выбора между двумя примерно одинаковыми по стоимости зданиями, выбирают то, которое ближе к рынку сбыта.

Помещение должно соответствовать следующим требованиям:
- площадь не менее 100 м 2 , из которых 30 м 2 будут отведены под склад сырья и готовой продукции, 20 – для административного персонала и основные 50 – под производство;
- наличие водопровода, отопления, электричества;
- подъездные пути.
Учитывая пожароопасность производства, здание оборудуют в соответствии с требованиями Госпожнадзора – ящики с песком, огнетушители порошковые (не менее трех), пожарная сигнализация. Это увеличит затраты на оборудование помещения, однако в противном случае надзорные органы просто закроют производство и наложат штраф на предприятие.
Зачастую в аренду предлагают здания, уже оборудованные соответствующим образом, что будет выгодно, поскольку не придется тратить средства на закупку, установку средств пожаротушения и согласование их в Госпожнадзоре.
Примерная стоимость аренды производственного помещения подобного типа обойдется в 25000-30000 рублей в месяц в зависимости от региона. Приобретать в собственность здание нет смысла, так как это существенно увеличит первоначальные затраты.
Оборудование и материалы
Для организации производства необходимо приобрести или взять в лизинг:
- плавильную печь стоимостью около 400 000 руб.;
- машину для литья металла – 700 000 руб.;
- токарный станок (можно б/у) – 300 000 руб.;
- покрасочное оборудование – от 100 000 руб.
Для получения нужных заготовок к машине для литья приобретают специальные формы, соответствующие определенным моделям дисков. Такие формы, как правило, производят поставщики оборудования под заказ. Их стоимость отличается в зависимости от количества и типа.
Помимо этого, потребуется приобрести защитную спецодежду для персонала (от 2 000 руб. за комплект), респираторы (от 500 руб.), ручные инструменты для окончательной обработки готовых изделий (общей стоимостью около 30 000 руб.).
Таким образом, первоначальные затраты на оборудование составят около 1 600 000 рублей. При условии приобретения новых станков и печи затраты вырастут до 7-8 миллионов.
Технология производства
Литые диски – самые низкие по себестоимости, поэтому их конечная цена ниже, чем у любых других. Соответственно, сбыт наладить не сложно. Их охотно приобретают автовладельцы, СТО, автомастерские, магазины запчастей.
Для производства литых дисков основных металлом, как правило, является алюминий. К нему добавляют примеси из кремния (7%), магния (0,4%), железа (0,12%), марганца (0,1%), цинка и меди (по 0,05%). Полученный сплав становится устойчивым к коррозийным процессам. Продаются сплавы в виде готовых слитков, стоимость 1 тонны составляет 100 000 рублей.
Технологический процесс подразумевает изготовление дисков методом литься из расплавленного металла. Сырье расплавляют в специальной печи. После чего металл подают в машину для литья, где он и приобретает нужную форму.
Затем заготовки резко охлаждают в холодной воде. После такой закалки металл получает необходимые свойства.
После охлаждения диски обрабатывают на токарном станке, снова нагревают и окончательно охлаждают уже на воздухе. Последний этап – покраска готовых изделий.
Диски складируют до отправки покупателям в отдельном помещении на стеллажах.

Реклама
Рынок сбыта литых дисков достаточно обширный, несмотря на свою узкую специализацию. В каждом городе найдется несколько десятков автомобильных мастерских, магазинов запчастей, дилеров, авторынков, СТО. Поэтому первым шагом будет формирование списка потенциальных покупателей и переговоры с ними.
На начальном этапе, чтобы выделить себя на фоне других производителей, следует найти какую-то уникальную деталь. Например, бесплатная доставка или цены немного ниже рыночных, гарантия возврата или поставка под реализацию.
Предприниматель сам определяет, как в своем регионе он сможет выделиться среди конкурентов. Это позволяет сделать маркетинговый анализ. Достаточно ознакомиться с условиями других производителей и определить, что именно можно предложить рынку. С течением времени, при постоянных каналах сбыта, стратегию продвижения можно менять (повышать цену, изменять условия сотрудничества и т.д.).
Хорошими каналами сбыта станут отраслевые справочники, брошюры или журналы. Как ни удивительно, но реклама в СМИ продолжает работать именно на авторынке. Лучший вариант – радио (популярные каналы в регионе среди автолюбителей).
Продвижению отлично способствует создание сайта-визитки в Интернете. Не обязательно создавать карточки с товарами, но выделить свои преимущества нужно. Стоимость изготовления самого простого сайта – от 5 000 рублей. Но можно сделать и самостоятельно на любой из бесплатных площадок.
Продвижение в сети Интернет обойдется в сумму от 9 000 рублей. Однако это существенно расширит рынки сбыта за счет близлежащих населенных пунктов, мелких и средних реализаторов.
Рентабельность бизнеса
Суммируем затраты на помещение и оборудование:
- аренда производственного здания – 30 000 руб.;
- коммунальные платежи – 20 000 руб.;
- станки, оборудование, инструмент, спецодежда – 1 600 000 руб.;
- при необходимости организовать противопожарные мероприятия – 100 000 руб.
Для оптимальной загрузки и обслуживания технологического процесса потребуется привлечь не менее 5 сотрудников – 3 специалиста по работе с металлом, токарь, менеджер по сбыту. Если общим руководством и бухгалтерией займется сам предприниматель, этого персонала будет достаточно. В противном случае в смету закладывают и стоимость услуг руководителя и бухгалтера.
Ежемесячные затраты на оплату труда:
- рабочие – 120 000 руб.;
- менеджер – 30 000 руб. + проценты от продаж (3-5);
- бухгалтер (удаленный или аутсорсер, это дешевле) – 10 000 руб.;
- директор – 30 000 руб. + проценты от продаж.
Фонд оплаты труда составит 190 000 рублей и плавающая стимулирующая часть, которая будет зависеть от объемов реализации.
Общие затраты при открытии – 1 940 000 рублей. Нужно учитывать, что затраты на приобретение оборудования будут окупаться постепенно. Поэтому для расчета рентабельности примем, что ежемесячно затраты на инвестиции в технологию производства составляют 67 000, при условии полной их окупаемости в течение двух лет. Тогда затраты в месяц принимаем равными 403 000 рублей. С созданием и продвижением сайта – 420 000 руб.
Себестоимость одного диска составляет 1 400 рублей, средняя цена при реализации – 4 000 рублей. При продаже ежемесячно 200 готовых изделий выручка составит 800 000 рублей.

После выполнения всех обязательств в распоряжении предпринимателя останется 100 000, из которых часть пойдет на приобретение сырья. При таких темпах производства и реализации (200 дисков ежемесячно) на окупаемость проект выйдет через два года, тогда чистая прибыль в распоряжении предприятия будет составлять 260 000 руб.
Однако на практике объем в 200 дисков – минимальный. Как правило, среднее количество реализации составляет 400-500 готовых изделий. При грамотном сбыте и налаженных каналах, на такой объем можно выйти уже через 2-3 месяца.
Несмотря на большое количество фирм, занимающихся производством литых дисков, рынок далек от насыщения. Новому предприятию будет несложно занять свою нишу в этом бизнесе при условии грамотного подхода к организации процесса и хорошо просчитанном бизнес-плане. Рекомендуем посмотреть существующих производителей литых дисков и произвести конкурентную разведку.
Как делают кованные диски

В преддверии установки больших тормозов на свою верную подругу (www.drive2.ru/cars/audi/a4/a4_b5/kompik/), озадачился я поиском кованных колес… А в процессе поиска узнал много нового!
Все мы знаем что литые диски лучше стальных (штампованных), также многие из нас знаю что кованые диски лучше чем литые. Но далеко не каждый знает как куются кованые диски. К сожалению никаких наковален и мехов в этом деле не применяется…
Небольшое видео отступление, в ознакомительных целях. Собственно весь процесс:
Теперь, давайте почитаем статью из журнала «Популярная механика», о том как делают кованые диски.
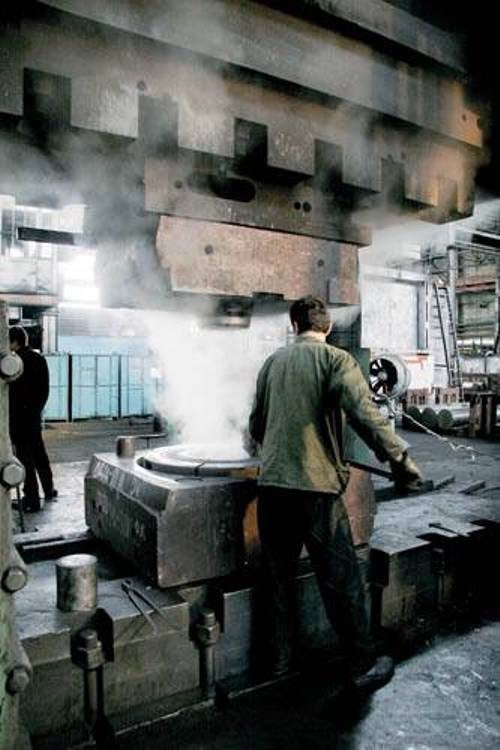
Мы стоим в кузнечно-прессовом цехе Ступинской металлургической компании, над нами возвышается гигантский пресс, развивающий усилие в 10 000 тонн. Бригада рабочих меняет оснастку штамповочного пресса, а Александр Ловчев, заместитель начальника производства дисков автомобильных и мотоциклетных колес Ступинской металлургической компании (СМК), раскрывает нам секреты производства кованых колес. «Вообще-то ‘кованые’ – это не совсем точно с технической точки зрения, правильнее было бы называть их дисками, изготовленными методом горячей объемной штамповки в закрытых матрицах, – улыбается Александр. – Но столь сложное название с первого раза мало кто способен выговорить, так что слово ‘кованые’ вполне прижилось».
«Эти диски – дальние родственники самолетов, – продолжает Александр. – В начале 1990-х множество предприятий, работавших в советское время на авиацию и космос, с уникальным оборудованием и технологией, оказались без госзаказов. И, чтобы выжить, вынуждены были перейти на товары народного потребления. Кто-то стал делать кастрюли, а СМК – в том числе и колесные диски. Технологии используются действительно самолетные – как при производстве некоторых силовых элементов конструкции планеров». В этом отношении российским автомобилистам повезло: такие прессы есть далеко не во всех странах. А даже где есть – подобное чрезвычайно дорогое оборудование, как правило, работает в основном на авиационно-космическую (а вовсе не на автомобильную) промышленность.
От отливки к колесу


Литейный цех – первый этап любого металлургического производства
Для дисков используется сплав типа АВ на основе алюминия с легирующими добавками магния, меди, меди, кремния и марганца. Он не только высокопрочен, но и пластичен. За рубежом аналог этого сплава обычно называют «авиационный алюминий 6061» (aircraft grade Al 6061). Готовую отливку – цилиндр диаметром примерно 20 см – режут на куски нужной длины (в зависимости от размера будущих колес), складывают в корзины и отправляют в кузнечно-прессовый цех.

Секторный штамп. При горячей объемной штамповке используются вот такие штампы, состоящие из нескольких секторов. При окончательном формировании диска верхняя часть штампа опускается, и сектора сходятся. Излишки металла при этом выдавливаются через щели, образуя облой
Там эти заготовки, пока даже отдаленно не напоминающие колесные диски, разогревают и с помощью пресса «осаживают» – сплющивают, превращая в «блинчики» толщиной сантиметров двадцать и диаметром около полуметра. Процесс дальнейшего превращения в колеса происходит в несколько этапов. Сначала «блинчики» разогревают до 430С и с помощью предварительного штампа (разогретого примерно до 350С) превращают в «кастрюли» – предварительные заготовки для автомобильных колес.

После термообработки колеса ожидают отправки в цех мехобработки
«Кастрюли» вновь отправляются в печь для разогрева, а затем специальный конвейер подает их к прессу с другим установленным штампом – окончательным. «Пауза между выходом заготовки из печи и собственно штамповкой не должна быть больше 11 секунд, иначе заготовка остынет ниже критической температуры», – поясняет Александр. Один из рабочих смазывает разогретый штамп специальной смазкой, двое других ловко хватают «кастрюлю» длинными щипцами и переносят на пресс-форму. Верхняя часть пресса опускается, поднимается – и вот из-под пресса достают готовое, если не считать облоя (излишков материала, выдавленных при штамповке), колесо. Первые четыре отштампованных колеса после освоения нового штампа идут на контроль геометрии – только после этого дается разрешение на использование штампа для серийного производства дисков.

Цилиндрические катки – это заготовки будущих колес для автоспорта
Пресс с усилием в 10 000 тонн (в СМК таких два) позволяет изготавливать диски большого диаметра. «Мы – единственное предприятие в России, кто освоил производство дисков диаметром до 22 дюймов! – с гордостью говорит Александр. – Меньшим усилием их просто не продавить – придется разогревать сплав до почти жидкого состояния, а это уже не объемная, а ‘жидкая штамповка’ – так мы называем литье под высоким давлением».
Термообработка и контроль
Несмотря на уже проступившее внешнее сходство, механические свойства колес пока еще далеки от тех чудных качеств, которыми славится «ковка». А славится она высокой прочностью (превышает прочность литых дисков при существенно меньшей массе), пластичностью (в отличие от литых дисков, кованые при высоких нагрузках деформируются, а не разрушаются) и упругостью (при умеренных нагрузках они деформируются упруго).
Для получения всего этого как раз и нужна термообработка. Сначала колеса подвергают закалке – равномерно прогревают в течение нескольких часов в печи до 515С, а затем быстро охлаждают, погружая в воду. После закалки сплав уже имеет нужную мелкозернисто-волокнистую структуру, но для того, чтобы колеса приобрели нужные механические свойства, их нужно «состарить» – подождать, пока структура выровняется, и убрать внутренние механические напряжения. В обычных условиях на это может уйти пара месяцев, но, чтобы не терять время, заготовки искусственно состаривают: выдерживают в печи при температуре 150–160С примерно 12–14 часов, после чего медленно охлаждают.
Один из рабочих с помощью кисти смазывает штамповую оснастку специальной смазкой, чтобы готовая деталь не прилипала к пресс-форме
После термообработки не менее 10% заготовок из каждой партии подвергаются контролю. Их поверхность протравливают: на светлой травленой поверхности хорошо заметны дефекты штамповки и складки. А одно колесо из партии безжалостно распиливают, вырезая из него специальный фрагмент – так называемый шаблон. Шаблон шлифуют и протравливают, а затем тщательно изучают в лаборатории на наличие дефектов деформации, термообработки и однородности сплава. «Чаще всего дефекты встречаются в ступичной части, – поясняет Александр. – Там наиболее сложный с металлургической точки зрения характер деформаций и термических нагрузок». На этом этапе также проводится контроль механических свойств сплава – образцы закрепляются в специальной разрывной машине, с помощью которой определяется предел прочности, предел текучести, относительное удлинение и твердость. Если дефекты и значения характеристик материала не укладываются в допуски, изучению подвергается еще одно колесо из партии. Если же и повторная проверка подтверждает эти выводы, значит, имело место нарушение технологической цепочки – и вся партия бракуется. Если же все параметры в норме – партия колес уходит на механическую обработку.
Сделано в России
С заготовки, уже напоминающей по форме будущее колесо, на токарном станке снимают лишний припуск металла, в ободе просверливают ниппельное отверстие, а в ступичной части – крепежные отверстия под болты. Затем колесо устанавливают на фрезерный станок с ЧПУ, который и вырезает запрограммированный дизайн.
«Есть ли ограничения по дизайну? В общем-то, нет – рисунок может быть любым, колесо можно сделать очень легким и ажурным, и единственное ограничение связано с нагрузкой, которую оно должно выдерживать, – отвечает на мой вопрос Александр. – Вот, например, этот 15-дюймовый диск весит чуть больше 5 кг, почти в два раза меньше стального штампованного аналога. И при этом параметры его значительно превосходят требования российского ГОСТа. Кстати, такая масса не является рекордной – в свое время мы сделали для японского рынка самое легкое в мире 15-дюймовое колесо – оно весило 3950 г».

Практически готовое колесо – остается только слесарка и покраска
«Некоторые диски после механической обработки дополнительно полируются. Для дисков марки M&K, которыми представлен наш премиум-сегмент, эти операции производятся за рубежом, – продолжает Александр. – Для остальных проводится обычная слесарная обработка – снимаются острые кромки, а затем производится окончательный контроль на соответствие геометрических размеров чертежу, биения обода и дисбаланс.
Последний параметр по ГОСТу контролировать необязательно, но мы это делаем, причем наш ‘внутренний’ стандарт в этом отношении в два раза более жесткий, чем российский ГОСТ. В СМК вообще очень строгая и хорошо налаженная система контроля качества – сказывается авиационное прошлое: на каждом этапе, от отливок до готового колеса, детали отслеживаются по маркировке. Видите, на колесе выбит номер? После покраски, окончательной проверки и одобрения ОТК колесо упаковывают, а его заводской паспорт будет храниться у нас еще в течение десяти лет. Сколько времени занимает производство диска? Около недели чистого времени, но, если учитывать производственный график, получается около месяца».
Российские технологии в области изготовления кованых колес вполне признаны и за рубежом. «В прошлом году на немецком ‘Мотор-шоу’ в Эссене, главной европейской ежегодной выставке в сфере тюнинга автомобилей, несколько тюнинговых ателье выставили очень дорогие машины – Bentley и Aston Martin – именно на наших дисках M&K», – говорит Александр. «А посетители знали о том, что эти диски российские?» – спрашиваю я. «Да, конечно! Клейма ‘Сделано в России’ мы не стесняемся. Мы им гордимся».
К слову сказать в России довольно много производителей кованных дисков, но у них есть один большой недостаток, который объясняется экономической составляющей. Недостаток этот – дизайн, а точнее практически полное его отсутствие.
Посмотрите на диски ВСМПО, хорошие диски, но дизайн сильно на любителя.
Посмотрите на Slik — очень мало дизайнов…
И такая ситуация практически у всех производителей ковки.
Дело немного поправило ателье AGFORGED, ребята договорились с СМК (или Магалтек?), делают дизайн и на заказ, можно сказать в штучном варианте делают диски для всех желающих. Минус такого подхода один – довольно продолжительное время необходимое на изготовление заказа.
Но и их выдавила штука под названием Жизнь. Завод СМК прекратил своё существование, а АГ не имели свои производственные мощности… В итоге все наработки достались Solomon Alsberg`y…
Если верить пользователю VITALIY8 , то в РФ на сегодняшний день остаётся один производитель кованых дисков — КРАМЗ, их поковки использует СЛИК.
Ссылки на сайты производителей.
AGForged: www.forged-wheels.biz — Дизайн AG на мощностях Solomon Alsberg
Магалтек: magaltech.su
SLIK: www.slikcom.ru
M&K mk-wheels.ru — Делались на заводе СМК
Vindeta: www.vindeta.ru/ — Завод Авангард
SOLOMON ALSBERG: www.sa-group.biz
Полезный сайт со сводной таблицей веса различных моделей дисков
www.wheelweights.net/
Вот еще немного видео в тему:
Как делают составные диски
Источник https://science-education.ru/ru/article/view?id=15005
Источник https://fabricators.ru/article/proizvodstvo-lityh-diskov
Источник https://www.drive2.ru/b/4062246863888251706/